鈑金(jīn)加工(gōng)工藝不斷地精益求(qiú)精,尤其是在一些精密不鏽鋼折(shé)彎(wān)、不鏽鋼裝飾件折彎、鋁合(hé)金折彎(wān)、飛機零件折彎、銅板折彎等應用上,進一步對成形工件的表麵質量提出了更(gèng)高的(de)要求。
傳統的折彎工藝(yì)較易對工件的表麵(miàn)造成損傷,與模(mó)具接觸的表麵會形成一條明顯(xiǎn)壓痕或刮痕,從(cóng)而影響***終產品(pǐn)的美觀度,降低(dī)了(le)用戶對產(chǎn)品的價值判斷。
一、折彎壓痕出現的原因
本文以折彎一個V形零件為(wéi)例進行(háng)論述。鈑金折(shé)彎是金(jīn)屬板料在(zài)折彎機凸模或凹模的壓力下,首先經過(guò)彈性變形,然後進(jìn)入塑性變形(xíng)的(de)成形(xíng)過程。在塑性(xìng)彎曲的(de)開始階段,板料是自由彎曲的。隨著凸模或凹模對(duì)板料的施壓,板料與凹模V形槽內表麵逐漸靠緊,同時(shí)曲率半(bàn)徑和彎(wān)曲力臂也逐漸變小(xiǎo),繼續加壓直到行程終止,使凹模與板材三(sān)點靠緊全接(jiē)觸,此時完成一(yī)個V形彎曲。
折(shé)彎時,由於金屬板料會(huì)受到折彎模具(jù)的擠壓而(ér)產生彈性變(biàn)形,板料(liào)與凹(āo)模的接觸點便會隨著折彎工序的進行而滑(huá)移。折彎(wān)工序中板料會經曆彈性變形和塑性變形兩個明顯的階段,在折彎工序中又會有保壓的過程(模具(jù)與板料三點接觸),所以在折彎工序完成後,會(huì)形成三條壓痕線。
這些壓痕線(xiàn)一般是板料與凹模V槽肩部擠壓摩擦產生的,故(gù)叫做肩(jiān)部壓痕(hén),如圖1、圖2所示(shì),形成肩部(bù)壓痕的主要原因可以簡單(dān)歸類為以下幾(jǐ)種。
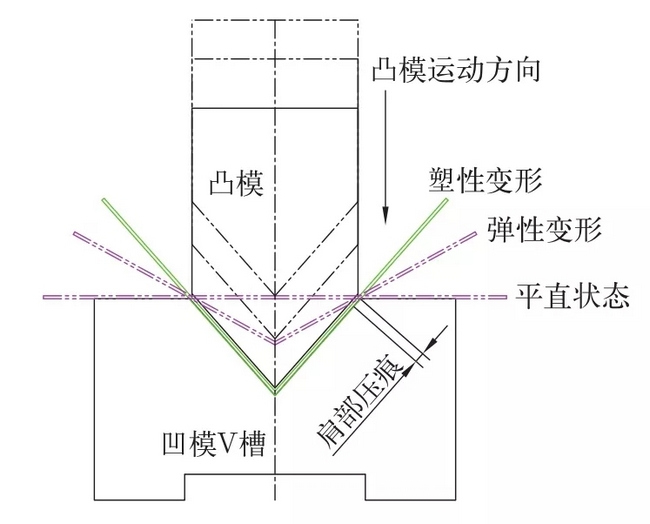
圖1 折彎過程示意圖
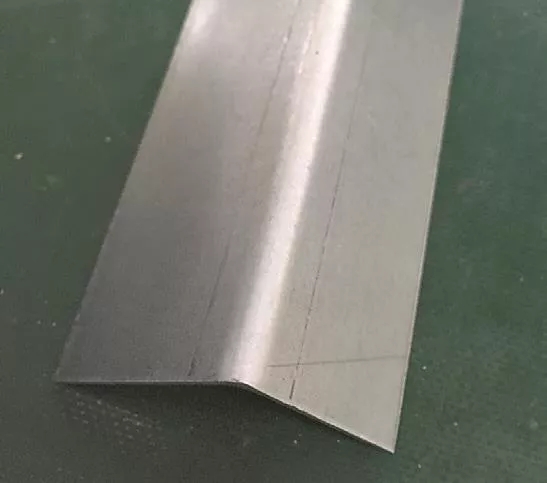
圖2 折彎壓痕(hén)
1. 折彎方式
既然前麵說肩(jiān)部壓(yā)痕的產生跟板料與凹模V槽肩部接觸有關,那麽在(zài)折彎過程(chéng)中,凸模(mó)與凹模之間的間隙不同影(yǐng)響板材受到的壓應(yīng)力,產(chǎn)生壓痕的幾率和程度也會不一樣,如圖3所示(shì)。
相同V槽的條件(jiàn)下,折彎(wān)工件(jiàn)的折彎(wān)角度越大,金屬板料(liào)被拉伸形變量也越大,金屬板料在V形槽肩部摩擦距離(lí)也越長;再者,折彎角度越大,凸(tū)模對板料(liào)施加壓力的保持時間(jiān)也會越長(zhǎng),綜合這兩個因素(sù)造成的壓痕也就越明顯。
2. 凹模V槽的結構(gòu)
對不同厚度的金屬板料進行(háng)折彎時(shí),選擇的V槽(cáo)寬度(dù)也(yě)不一樣。相同凸模的條件下,凹模V槽的尺寸越大,壓痕寬度的尺寸也越大,相應的,金屬板料與凹模(mó)V槽肩部產生摩擦力也越(yuè)小,壓痕深度也(yě)自然而然減小了,相反的,板厚越薄,V槽越窄,壓痕也越明顯(xiǎn)。
既然說到摩擦,我們考慮的另(lìng)一個(gè)與摩擦相關的因素便是摩擦係(xì)數。凹模V槽(cáo)肩部的R角大小不一樣,在板料折彎成(chéng)形的(de)過程中對板材造成的(de)摩擦(cā)也不一樣。另一方(fāng)麵,從凹(āo)模V槽對板料施加壓力的角(jiǎo)度考慮也一樣,凹(āo)模(mó)V槽(cáo)的R角越大,板料與凹模V槽肩(jiān)部的壓力越小,壓痕(hén)便越輕微,反之亦然。
3. 凹模V槽潤滑程度
前(qián)麵說到凹模V槽表麵會與(yǔ)板料(liào)互相接觸而產生摩擦(cā)。當模具出現磨損,V槽和板(bǎn)料接觸部分便會越來越(yuè)粗糙,摩擦係數也(yě)越來越大。當板(bǎn)料在(zài)V槽表麵滑移時(shí),V槽與板料接觸實際上是無數粗糙的凸點(diǎn)與麵的點接觸,這樣作(zuò)用在板料表麵的(de)壓力也會相應增大,壓(yā)痕也就越明顯。
另一方麵,工件折彎前沒有對凹模V槽進行擦拭(shì)清潔,往往會因為V槽上殘留的碎屑對(duì)板料擠壓而產生明顯的(de)壓痕,這種情況(kuàng)通(tōng)常在設(shè)備折彎鍍鋅板、碳鋼板等工件時出現(xiàn)。
二、無痕折彎技(jì)術應用
既然知道折(shé)彎壓痕出現的主(zhǔ)要原因是板料與凹模V槽肩部產生摩擦,那麽便可(kě)以從原(yuán)因導向的思維出發,通過(guò)工藝技術去減少板料與凹(āo)模V槽肩部產生的摩擦力。
根據摩擦(cā)力公式(shì)f=μ·N可知,影響摩擦力的因素有摩擦係數μ和壓力N,而且都與摩擦力成正比關係,相應(yīng)的,可以製定以下幾種工藝方案。
1. 凹模V槽肩(jiān)部使用非金屬材料
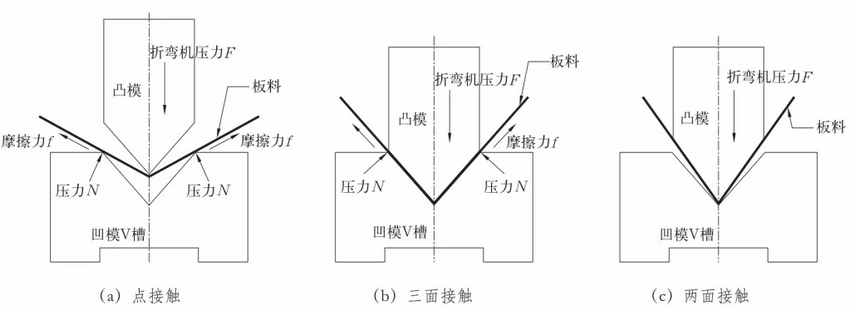
圖3 折彎類型
僅僅通過增大模具V槽肩部R角的傳統做法改善折彎壓痕效果(guǒ)並不大。從降低摩擦副中壓(yā)力的角度(dù)出發,可以考(kǎo)慮在保證原有需要(yào)的擠(jǐ)壓效果的前提下,將V槽肩部改成比板料更軟的非金(jīn)屬材料,如尼龍、優(yōu)力膠(PU彈性體)等材料。考慮到這些材料容易損耗,需定期更換,目前應用這(zhè)些材料的V槽結構有以下幾種,如圖4所示。
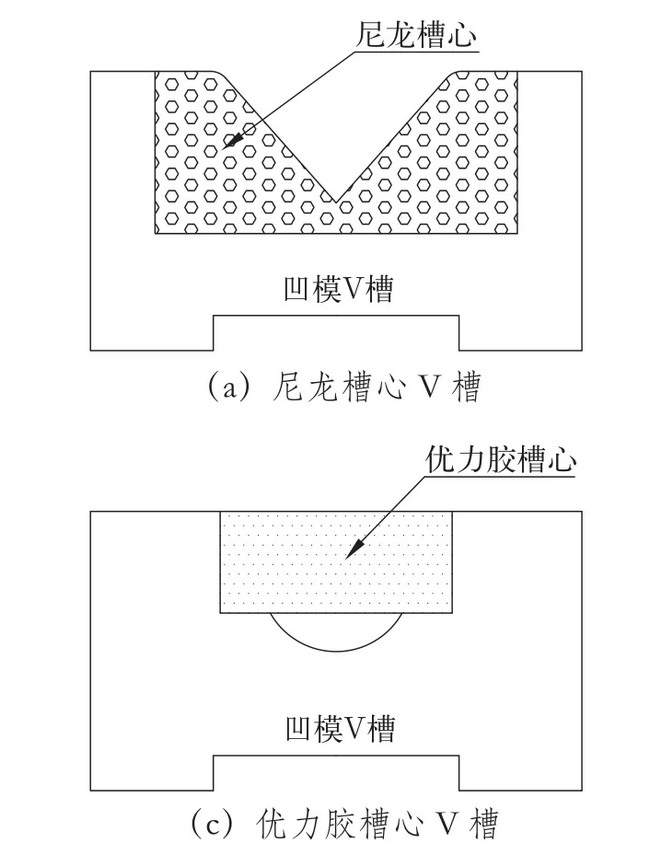
圖(tú)4 非金屬(shǔ)槽心V槽結構示意圖
2. 凹模V槽肩部改滾珠、滾筒結構
同樣基於減少板料與凹模V槽之間摩擦係數的原(yuán)則,可以將板(bǎn)料與凹模V槽肩部的滑動摩擦轉變成滾動(dòng)摩(mó)擦,從而大大減少(shǎo)板(bǎn)料受到的摩擦力(lì),有效避免出現折彎壓痕。目前模(mó)具行業中已(yǐ)經廣泛應用此種工藝,滾珠無痕折彎模具(圖5)是比較典型的應用實例。
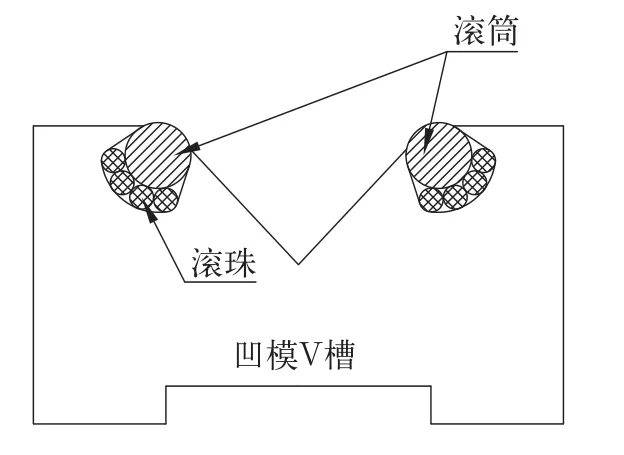
圖5 滾珠無痕折彎(wān)模具
滾珠無(wú)痕折彎模具滾筒與(yǔ)V槽之間(jiān)為了避免(miǎn)剛性摩擦,同時(shí)也是為了讓滾筒更容易轉動和潤滑而添加了滾珠,從而同時達到減少壓力(lì)和降低摩擦係(xì)數的(de)效果,所以滾珠無痕折(shé)彎模具加工出來的零件基(jī)本可以實現(xiàn)無可見壓痕,但對鋁銅等軟性板材無痕折(shé)彎效果不佳。
從(cóng)經濟性角度考慮(lǜ),由於滾珠無痕折彎模具結(jié)構較前麵所(suǒ)述的幾種模具結構都複雜,加工成本高,維護(hù)難度大,這也(yě)是作為企業管(guǎn)理(lǐ)人員在選(xuǎn)用時需要考慮的(de)因素。
3. 凹模V槽(cáo)肩部改翻轉結構
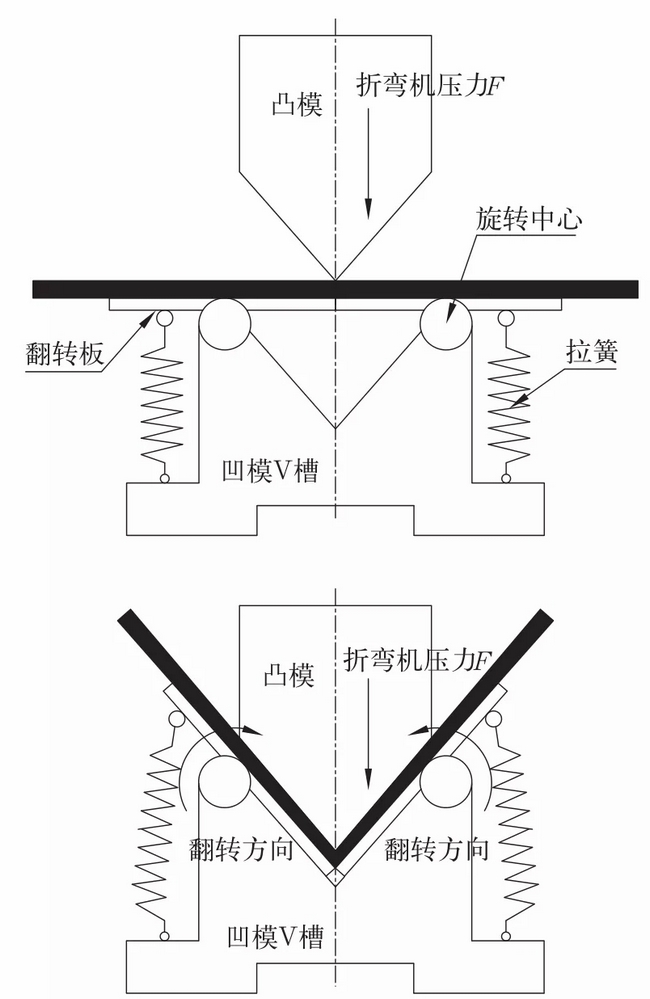
圖6 翻轉型V槽結構示意圖(tú)
目前行業中還有一種模具是利用支點轉動原理通過凹模肩部翻轉來實現零件折(shé)彎的。這(zhè)種模具一改傳統定型凹模V槽(cáo)結構,將V槽兩側傾斜麵設置成可翻轉機構,在凸模下(xià)壓板料的(de)過(guò)程中,借助(zhù)凸模的壓力將凹模兩側的(de)翻轉機構(gòu)由凸模頂點向內翻轉,從(cóng)而使板料折彎成形,如圖6所示。
這種工況下的板(bǎn)料與凹模並沒有產生明顯的局部滑動摩擦,而是緊貼著翻轉平麵向凸模的頂點靠攏,避免零件出現壓痕。這種模具(jù)的結構較前麵幾種結構更為(wéi)複雜,帶有拉簧、翻(fān)轉板結構,維(wéi)護(hù)成(chéng)本和加(jiā)工成本更大。
前麵介紹了幾種實現無痕折彎的工藝方法,下麵對這幾種(zhǒng)工藝方法進行對比,如表1所示。
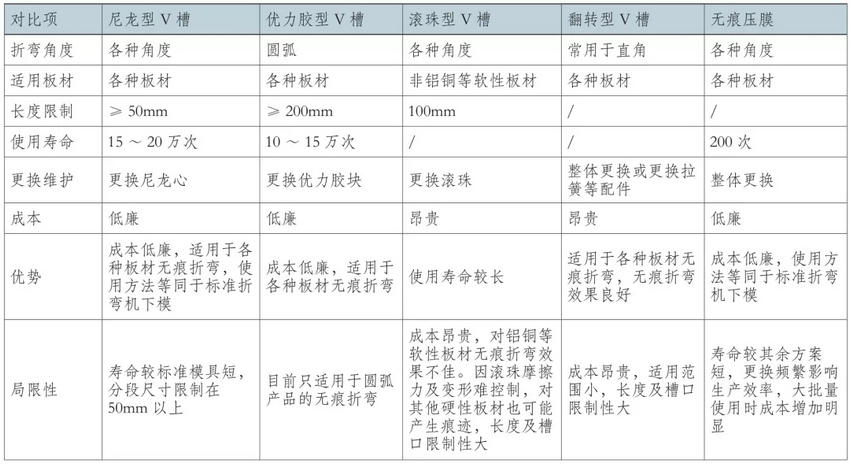
表1 無痕折彎工藝對比
4. 凹模V槽與板料隔(gé)離(推薦使用該(gāi)方法)
前麵提(tí)到的都是(shì)通(tōng)過變換折彎模具的方式實現無痕折彎,對(duì)企業管(guǎn)理者來說,為實(shí)現個別零件無痕折彎而開發采購一套新模具的做法不可取。從摩擦(cā)接觸的角度出發,隻要將(jiāng)模具和板料隔離(lí)開來,摩(mó)擦便不存在。
於是,在不變換折彎模具的前提下,可通過使用軟質薄膜的方式使凹模V槽與板料之(zhī)間不產(chǎn)生接觸的方式來實現無痕折彎。這種軟質薄膜也叫(jiào)折彎無痕壓膜,材質一般有橡膠、PVC(聚氯乙烯)、PE(聚乙烯)、PU(聚氨酯)等。
橡膠和PVC的優(yōu)點是(shì)原材料成本較低,缺點是不耐壓(yā)、保護性(xìng)能差、壽命短(duǎn);PE、PU作(zuò)為性能優良的工程材料,以其為基材生產的(de)無痕折(shé)彎壓膜(mó)具有良好的抗撕裂性能,所以壽命(mìng)較高、保護性較好。
折(shé)彎(wān)保護膜主要是在工件(jiàn)和凹模肩部之間起到緩衝作用,抵消模具與(yǔ)板料之(zhī)間的壓力,從而防止工件在折彎時(shí)產生壓痕,使用時隻要把折彎膜放在凹模上即(jí)可,具有成本低,使用方便的優點。
目前市麵上(shàng)的折彎(wān)無痕壓膜一般厚度為(wéi)0.5mm,尺寸可根(gēn)據需要而(ér)定製。折彎無痕(hén)壓膜一般可在2t壓力的(de)工況下達(dá)到約200次折彎的使用壽(shòu)命,並具有耐磨性強、抗撕裂性強、彎曲性能優異、抗張(zhāng)強度及斷裂伸長率高、耐潤滑油及脂肪族碳氫溶劑等特(tè)性。
結束語(yǔ):
鈑金加工行業(yè)市(shì)場(chǎng)競爭十分激烈,企業想要在市場占據(jù)一席之地,就需要對加工工藝技術不斷精益求精。不僅要實(shí)現產品的功能性,更要(yào)考慮產品的工藝性(xìng)和美觀性,同時也要考(kǎo)慮加工經濟性,通過應用更高效、經濟的工藝使產品更易加工、更經濟、更美觀。(選自《鈑金與製作》2018年第7期,作者:陳衝南)
【擴展(zhǎn)閱讀】
【相關產品】
午夜福利视频不鏽鋼,不鏽鋼倉儲、加(jiā)工、配送
固話:0510-6689 2161
手機:188 6160 5033
客服QQ:谘詢請點擊
關鍵詞:鈑金加工,折彎,無痕折彎
上一篇:三種常見的激光切(qiē)割機 下一篇(piān):光纖激光切(qiē)割(gē)機、CO2激光(guāng)切割機區別(bié)及各自優(yōu)勢